
950.000
European and Asian Replacement Part Services
For more information regarding this item (European and Asian Replacement Part Services) or other items, fill out the form below
or contact our office directly:
Telephone: 815-962-5600
Fax: 815-962-4600
Location: 304 North Main St, Suite 104, Rockford, IL 61101-1101 USA
Email: infο@ΤΑCRοckfοrd.cοm
Related

3D Printing Replacement Cartridges
A true industrial thermoplastic, ABS is widely used throughout industry. When combined with a Dimension Elite system, P430 ABS is ideal for 3D printing of models in the engineering office.

Overview: Mink-Bursten Industrial Brushes
If you are a machine builder with specific design criteria for an industrial brush application, we can help. If you use machinery with Mink brushes, we can provide replacement brushes.
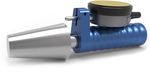
Steep Taper Spindle Taper Dial Indicator Gauge
TAC Rockford's steep taper spindle gauge is designed to verify and measure correct location of the spindle gauge line.
Not included are an indicator and taper sleeve master.
The gauge can be used with any dial indicator with an 8mm stem. Recommended available options:
Part Nr. 499.220.150
- 0.01mm Resolution
Part Nr. 499.220.151
- 0.001mm Resolution
Part Nr. 499.220.155
- 0.00005" Resolution
In addition, we strongly recommend a 430.110 series Taper Sleeve Gauge to zero the indicator.

HSK Grippers HSS and HSSL
The BERG Spanntechnik HSS gripper has been replaced by the HK and HKR. Replacement grippers are available for existing machines.

Chuck Force Interpretation: Jaw Force vs. Total Gripping Force
Understanding the data on your ForceCheck display is the first step toward ensuring a safe and repeatable machining process. We often receive questions regarding whether the number on the screen represents the entire capability of the chuck or just a portion of it. To clarify, the ForceCheck gauge measures the radial force of a single jaw, which is only one component of the total holding power. Because a chuck relies on multiple jaws working in unison to secure a workpiece, calculating the actual clamping capacity requires a simple conversion based on your specific chuck configuration.
The “Total Gripping Force” (F<sub>total</sub>) is defined as the arithmetic sum of the individual radial forces exerted by each jaw.
The force value shown on the ForceCheck display represents the measured radial force of a single jaw (F<sub>jaw</sub>) at the measurement diameter. This is different than the total gripping force of the chuck.
<strong>Calculating Total Gripping Force</strong>
Since the jaws move simultaneously and are driven by the same mechanism (usually a scroll plate or a hydraulic wedge), under ideal conditions the force is distributed equally among them.
F<sub>total</sub> = n × F<sub>jaw</sub>
Where:
-F<sub>total </sub>= Total gripping force
-n = Number of jaws
-F<sub>jaw</sub> = Force measured at a single jaw (value shown on ForceCheck display)
Examples:
3-jaw chuck
-Displayed Force Fjaw = 10 kN
-Total Gripping Force F<sub>total</sub> = 3 × 10 kN = 30 kN
5-jaw chuck
-Displayed force = 10 kN
-Total gripping force = 5 × 10 kN = 50 kN
<strong>Important Distinction: Force vs. Pressure</strong>
It is a common point of confusion whether the forces “cancel out” since they are opposing each other.
-<strong>Net Force on the Part:</strong> The vector sum of forces acting on a properly centered part is 0 kN. This is why the part remains stationary in the chuck.
-<strong>Gripping/Clamping Force:</strong> In terms of holding power and part deformation, we use the sum of the magnitudes. This total force determines how much friction is generated to resist cutting forces and how much the part might “crush” or distort.
<strong>Factors That May Change This Value</strong>
Your “real world” force may differ based on these conditions:
-<strong>Dynamic Loss (Centrifugal Force):</strong> If the chuck is spinning, the jaws want to fly outward due to centrifugal force. This reduces the actual gripping force. At high RPMs, the force when compared to a static condition could drop significantly.
-<strong>Friction and Lubrication:</strong> If you are measuring the force at the sensor but the other jaws are poorly lubricated, they may not actually be producing the same force.
-<strong>Part Geometry:</strong> If the part is not perfectly round or the jaws are not making full contact, the force distribution might become uneven, though the total input force from the chuck mechanism remains the same.

High Torque Retention Knobs
Made from hot rolled 8620H fine grain steel: improves durability, extends part life, and reduces distortion from heat treat. Designed to reduce toolholder expansion and improve toolholder balance.
Hollow Taper Shank Type F
With enlarged flange diameter. Hollow Taper Shanks for High-Speed Cutting (HSC) acc. to the Pre-Standard DIN 69 893 Part 5 and 6 with Gripper Groove.
Hollow Taper Shank Type E
For use with high-frequency spindles and wood working machines. Hollow Taper Shanks for High-Speed Cutting (HSC) acc. to the Pre-Standard DIN 69 893 Part 5 and 6 with Gripper Groove.